

Learn how to choose the toughest conveyor belts. You can eliminate downtime. You can also boost your facility's efficiency.
Choosing the right belt is a strategic investment. It protects your entire operation from costly failures. We'll show you how to select the right heavy duty conveyor belting for your needs.
Why Heavy Duty Conveyor Belting Matters for Your Bottom Line
Heavy duty belts handle the toughest industrial loads. Standard belts fail under high impact or heat. We define heavy duty by its tensile strength and cover thickness. A premium belt costs less than unexpected downtime.
The Real Cost of Belt Failure
A torn belt brings your production to a halt. Lost production hours mean lost revenue. Emergency repair crews also charge premium rates. Frequent replacements increase your long-term waste and labor costs. A single failure can wipe out your profits for the day. In addition to the belt itself, the failure of associated heavy equipment or hydraulic systems can be the root cause. Having a mobile repair specialist like Ms. Hydraulics LLC on hand can be critical for getting your entire system back online quickly.
How Heavy Duty Belts Save Money
The right belt is an investment in reliability. They resist rips, tears, and impacts much better. Better belt tracking reduces wear on your rollers and structure. You will spend far less on maintenance labor every year. This adds up to a lower total cost of ownership.
Decoding the Anatomy of High-Performance Belts
A conveyor belt is more than just black rubber. We look at two main parts: the carcass and the covers. The carcass provides the necessary tensile strength. The covers protect the belt from external damage and wear.
Understanding the Carcass and Plies
The internal fabric layers are called plies. Most belts use EP (polyester/nylon) fabric. More plies usually mean a higher load capacity. We help you match the ply count to your specific load and pulley size. This ensures optimal performance without overspending.
The Role of Top and Bottom Covers
Rubber compounds vary by the material you handle.
- Abrasion-resistant covers stop sharp rocks from gouging the belt.
- Heat-resistant covers prevent the belt from getting hard and cracking.
- Oil-resistant covers are essential for recycling or food-grade applications.
Choosing the right cover is critical for belt longevity.
Tensile Strength and Belt Rating
Belt ratings tell you the maximum working tension. This is measured in PIW (Pounds per Inch of Width). It is the most important spec to consider. Always choose a rating higher than your system's peak load. This gives you a crucial safety margin.
Choosing Between Fabric and Steel Cord Reinforcement
Fabric and steel cord belts serve different needs. Fabric belts are flexible and easy to install. Steel cord belts offer the highest strength available. We help you decide based on your conveyor's length and tension requirements.
When to Choose Fabric (EP) Belts
Fabric belts are the workhorse of many industries.
- They are best for short to medium-distance conveyors.
- They are much easier and faster to repair in the field.
- They work great for applications with smaller pulley diameters.
The Power of Steel Cord Belting
For the most demanding jobs, you need steel.
- Steel cord is essential for long-distance mining operations.
- It has extremely low stretch compared to fabric belts.
- It requires specialized vulcanization equipment for proper installation.
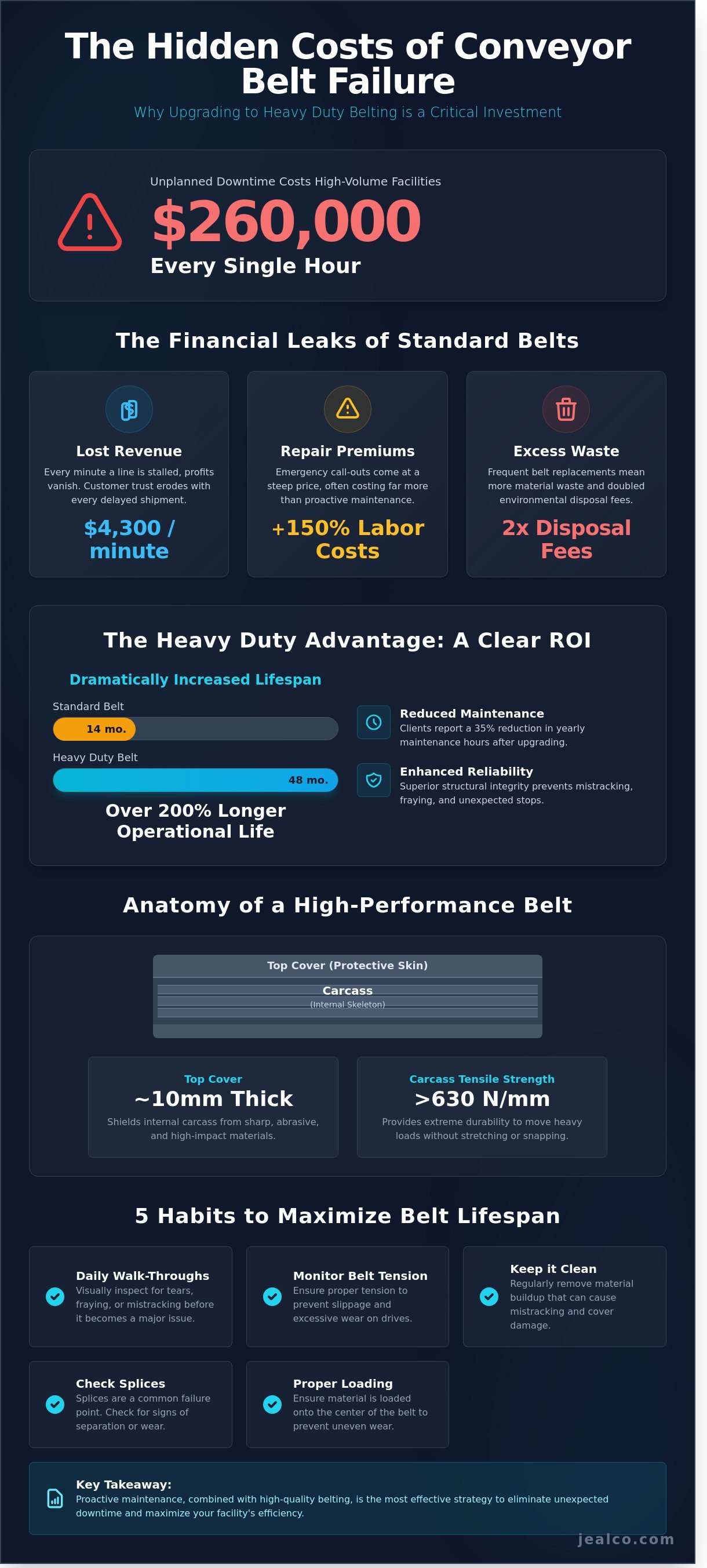
5 Tips to Extend Your Conveyor Belt Life Today
Proper maintenance starts with a daily walk-through. A few simple checks can prevent catastrophic failures and save you thousands.
- Check Your Alignment. Look at the belt tracking regularly. Mistracking causes severe edge wear.
- Keep It Clean. Keep pulleys and rollers clean and spinning freely. Material buildup can cause major damage.
- Use Impact Beds. Install impact beds or bars at your loading points. Sharp drops kill even the best belts.
- Train Your Team. Teach your staff to spot small tears early. A small fix today prevents a huge replacement tomorrow.
- Maintain Proper Tension. Too much or too little tension causes slippage and wear. Check it as part of your routine.
Mastering Belt Alignment and Tracking
Mistracking is a top cause of belt destruction. It causes edge wear and can damage the belt carcass. You should adjust your idlers to keep the belt centered. Also, ensure the entire conveyor frame is level and square.
Reducing Impact Damage at Load Zones
Loading zones are where most damage occurs. Heavy, sharp materials can puncture any belt. You should install impact bars to absorb the energy. If possible, redesign chutes to slow down the material flow.
How Jealco Helps You Source the Toughest Belts Worldwide
We have over 70 years of industrial experience. Our team specializes in global export and logistics. We carry top brands and all the specialized mechanical parts you need. We treat every client like a strategic partner, not just a number.
Global Distribution and Export Expertise
Getting heavy components overseas is complex. We make it simple. We ship heavy conveyor belting to any major port. Our experienced team handles all the complex export paperwork. You get your parts on time, every time.
A Complete Catalog of Material Handling
We are a single source for your entire conveyor system. We sell the motors, gearboxes, idlers, and rollers too. You can find more information about our Innovative Belt Conveyor Solutions. Sourcing everything from one trusted partner saves you time and headaches.
Request a Quote for Your Next Project
Let's build a more reliable system together. Tell us your load, material, and distance requirements. We provide detailed technical specs and fair, transparent pricing.
Get a Quote on Heavy Duty Belting from Jealco Today!
Frequently Asked Questions
What is heavy duty conveyor belting exactly? It is belting designed with a high tensile strength carcass and thick, durable rubber covers. It resists punctures, high impact, and abrasion from materials like rock, aggregate, or recycled metal.
How do I know if I need a fabric or steel cord belt? Fabric (EP) belts are ideal for most plant conveyors up to a few hundred feet. Steel cord belts are necessary for long-distance, high-tension applications like overland mining conveyors that can be miles long.
What are the most common causes of belt failure? The most common causes are mistracking (poor alignment), impact damage at loading points, seized idler rollers, and improper splicing.
How long should a heavy duty belt last? This varies greatly by application. With proper selection, installation, and maintenance, a heavy duty belt can last for many years, often 5-10 years or more, even in harsh conditions.
Can Jealco ship conveyor belts internationally? Yes. We are experts in global logistics and export. We handle all the documentation to ship heavy industrial components, including conveyor belting, to any major port worldwide.
What information do I need to provide for a quote? To give you an accurate quote, we need to know your belt width, conveyor length, the material being handled, the load (tons per hour), and any special requirements like heat or oil resistance.
Are there specialized belts for oil or heat resistance? Absolutely. We supply a wide range of belts with specialized rubber compounds, including high-temperature (heat-resistant) and oil-resistant (OR) or moderately oil-resistant (MOR) options.
What is the difference between EP and NN fabric belts? EP (Polyester/Nylon) is the modern standard. It has low stretch and excellent moisture resistance. NN (Nylon/Nylon) is an older technology that has higher stretch and can be affected by moisture. We primarily recommend and supply EP fabric belts.


