

Why are you still designing your facility around a single manufacturer's proprietary track when brand-independent sourcing is the key to a truly resilient supply chain? We know the frustration of managing limited floor space while facing delays from brand-locked manufacturers who can't meet your production schedule. In our experience, relying on a single source often leads to technical confusion and inflated costs, especially with the 1.6% price surcharges implemented by major suppliers in May 2026.
We'll help you master the critical overhead conveyor system design considerations required to build a scalable, high-efficiency layout for your 2026 operations. You'll learn how to integrate the latest EN ISO 14890:2026 standards for textile construction and select components that support specific loads, such as 100 lb / 45.4 kg carriers, without being tied to one vendor. This guide covers everything from track selection to international procurement strategies that keep your project on track despite global logistics challenges.
Key Takeaways
- Learn how to reclaim high-value floor space by utilizing vertical clearance for secondary operations and buffer storage.
- Master the technical formulas for calculating live loads versus dead loads to determine accurate system tension and motor requirements.
- Compare the maintenance and cleanliness benefits of enclosed tubular tracks against traditional open I-beam configurations for specialized environments.
- Evaluate essential overhead conveyor system design considerations including material selection for components like 50 lb / 22.7 kg trolleys to ensure long-term durability.
- Discover how a brand-independent sourcing strategy prevents supply chain bottlenecks and allows for more flexible, scalable facility layouts.
Overcoming Floor Space Constraints with Overhead Material Handling
Industrial floor space is one of your most expensive assets. We see facilities where every square foot / 0.09 square meter of floor is occupied by machinery, leaving no room for growth. By moving material handling to the ceiling, you utilize the dead space typically found between 10 ft / 3 m and 25 ft / 7.6 m high. This shift allows you to install secondary operations, like packing stations or inspection booths, directly beneath the conveyor path. In our experience, utilizing vertical clearance is the most cost-effective way to expand capacity without a physical building expansion.
When we evaluate overhead conveyor system design considerations, we start by defining the basic hardware. These conveyor systems consist of a track, a drive unit, and a series of trolleys connected by a chain. Industries like automotive assembly, which held 28.05% of the market share in 2025, and e-commerce fulfillment rely on these setups to keep floor lanes clear for human traffic and autonomous mobile robots (AMRs). By elevating the flow, you create a dedicated material highway that operates independently of floor-level activity.
The Problem of Floor Congestion
Crowded floors aren't just inefficient; they're dangerous. We often find that facilities relying on forklifts or floor-mounted rollers face constant bottlenecks at intersection points. A typical mid-market warehouse (e.g., 50,000 sq ft / 4,645 sq m) might lose hours of productivity each week due to traffic jams between picking zones. By elevating the path, you eliminate the risk of collisions and create a predictable, timed delivery of parts. This is especially critical in 2026 as labor costs rise and fully automated lines are projected to grow at a CAGR of 11.3%.
Defining the Scope of Overhead Solutions
Not all systems are built the same. We distinguish between simple transport systems, which move items at a constant speed, and "power and free" systems that allow for independent stopping and starting of individual carriers. Modularity is a core part of our approach. We source specialized components like chain, pulleys, and sprockets from a global network of manufacturers. This independence allows us to bypass the supply chain delays that often plague brand-locked distributors. Whether you need a light-duty system for 50 lb / 22.7 kg loads or a heavy-duty I-beam setup, our focus remains on providing a layout that scales with your production requirements. You can view our full range of components in our online catalog to see how these parts integrate into a cohesive design.
Calculating Load Capacity, Chain Pitch, and Throughput Requirements
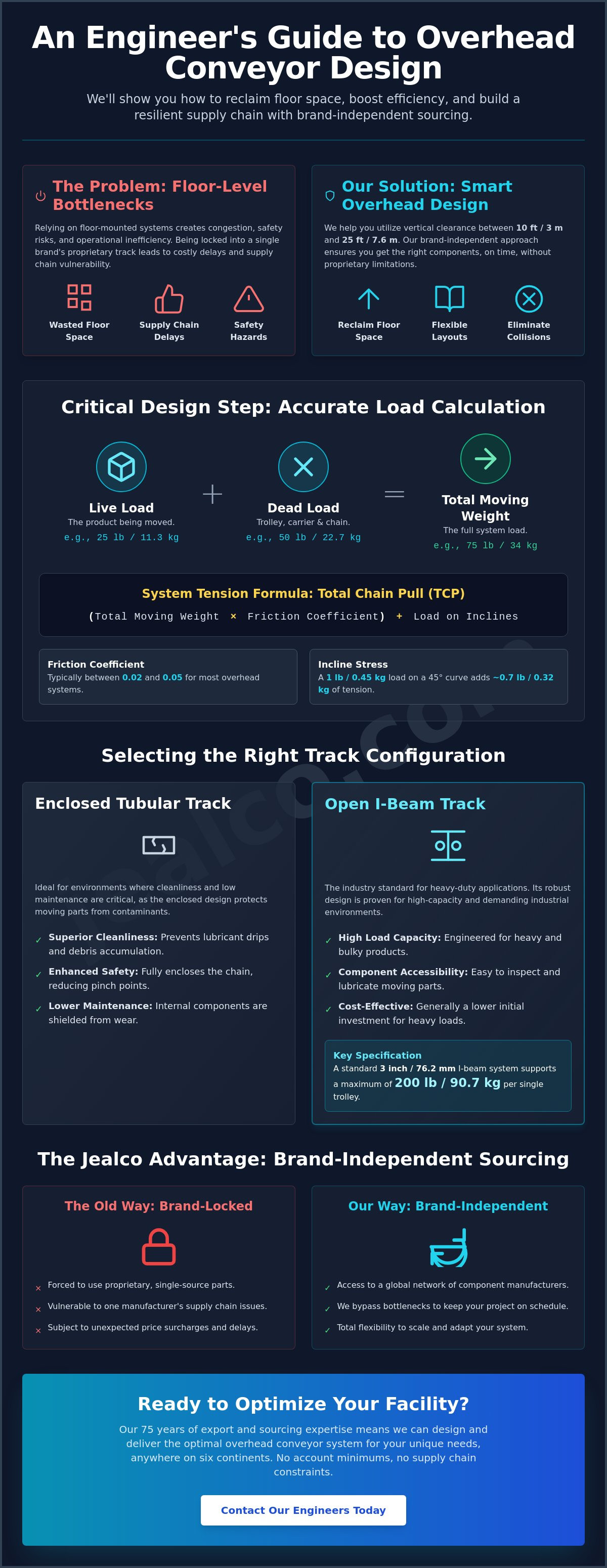
Accuracy in load calculation prevents premature chain failure and ensures the safety of your overhead operations. We define two primary categories for weight assessment: Live Load and Dead Load. Live Load refers to the product being transported, such as a 150 lb / 68 kg engine block or a 25 lb / 11.3 kg carton. Dead Load accounts for the combined weight of the trolley, the carrier fixture, and the chain itself. We must combine these figures to determine the total weight supported by the track at any given time. These calculations are the foundation of all overhead conveyor system design considerations because they dictate the structural requirements of your building supports.
To calculate total system tension, we use the formula: Total Chain Pull (TCP) = (Total Moving Weight × Friction Coefficient) + (Load on Inclines). Most types of overhead conveyor systems operate with a friction coefficient between 0.02 and 0.05. Inclines add significant stress; for every 1 lb / 0.45 kg of load on a 45-degree vertical curve, you add approximately 0.7 lb / 0.32 kg of tension to the chain. We use these results to select the appropriate chain pull rating to avoid stretching or snapping during peak production cycles.
Determining Individual Carrier Loads
We must assess how the combined weight of the product and fixture impacts the track. If you place a 100 lb / 45.4 kg part on a 50 lb / 22.7 kg steel fixture, the trolley experiences a 150 lb / 68.1 kg load. For standard 3 inch / 76.2 mm I-beam systems, the maximum capacity per single trolley is typically 200 lb / 90.7 kg. Exceeding this limit leads to point loading, where excessive pressure is concentrated on a small track section. This causes the metal to deform over time, leading to jerky movement or system jams. We often recommend load bars to distribute weight across multiple trolleys for heavier items.
Throughput and Velocity Planning
Your production targets dictate the required velocity of the chain. If your facility requires 60 units per hour and carriers are spaced every 4 ft / 1.2 m, the system must run at 4 feet-per-minute (FPM) / 1.2 meters-per-minute (MPM). Chain pitch, which is the distance between chain pins, determines your carrier spacing options. A 6 inch / 152.4 mm pitch allows for carriers at any 6-inch interval. Running a system at high speeds increases friction and heat, which directly impacts the lifespan of your Jealco International, Inc. electric motors. We suggest sizing motors to run at 80% of their rated capacity to ensure long-term reliability. If you need assistance with specific drive calculations, contact our technical team for a consultative review of your layout.
Selecting the Right Track Configuration: Enclosed vs. Open Systems
Choosing between an open or enclosed track is a decision that dictates the long-term maintenance profile of your facility. We categorize these based on the environment and the weight of the load. While open systems offer higher weight capacities, enclosed tracks provide a level of protection against contaminants that is essential for high-precision operations. These overhead conveyor system design considerations ensure that your track doesn't just hold the weight but remains operational in harsh industrial settings.
Enclosed Track Systems for Precision
Enclosed tracks use a tubular steel profile that wraps around the chain and trolleys. This design prevents paint overspray, dust, or food particles from reaching the moving parts. We recommend these for "cleanroom" environments or finishing lines where product purity is paramount. Because the chain is shielded, lubrication lasts longer and the risk of product contamination from grease drippage is virtually eliminated. These systems also offer tighter turn radii, often as small as 24 inches / 61 cm, making them ideal for compact facility layouts. When automating overhead conveyor systems with robotics, the precision of an enclosed track provides the repeatable positioning necessary for robotic arms to interact with moving carriers.
Open I-Beam Tracks for Heavy-Duty Applications
For loads exceeding 500 lb / 226.8 kg, we typically specify open I-beam tracks. These systems use standard 3-inch / 7.6-cm or 4-inch / 10.2-cm structural steel beams as the running surface. A 3-inch / 7.6-cm I-beam trolley generally supports 200 lb / 90.7 kg, while a 4-inch / 10.2-cm trolley can handle 400 lb / 181.4 kg to 600 lb / 272.2 kg depending on the manufacturer. Open tracks allow for easy visual inspection of all moving parts; this is vital in abrasive environments like foundries or sawmills.
Maintaining these systems requires a consistent lubrication schedule to prevent "galling" or metal-on-metal wear. We supply a full range of heavy-duty chain, pulleys, and sprockets designed to withstand the high tension of I-beam setups. If your process involves high humidity or corrosive chemicals, we suggest using galvanized or stainless steel tracks to prevent structural oxidation. In our experience, galvanized tracks provide the best return on investment in facilities with fluctuating humidity levels. This brand-independent approach allows us to source the specific metallurgy your environment demands without the constraints of a single manufacturer's catalog.
Environmental Resilience and International Sourcing Logistics
Designing for longevity requires us to look beyond the facility walls. We must account for environmental stressors and the global supply chain. Key overhead conveyor system design considerations must include oxidation risks and the logistical hurdles of moving 20ft / 6.1m track sections across six continents. Sourcing specialized systems from overseas shouldn't be a bottleneck for your operation. We leverage our 75 years of export expertise at Jealco International, Inc. to bypass brand-specific supply constraints that often delay mid-market projects.
We maintain a "No Account Minimum" policy for international MRO parts at Jealco International, Inc. This allows you to source a single replacement sprocket or a small batch of bearings without the overhead of a large contract. Our independent status means we prioritize the best metallurgy for your specific climate. We recommend galvanized steel for high-humidity areas to prevent structural rust. Stainless steel remains the standard for caustic washdown environments. This brand-independent approach ensures your system remains resilient regardless of where your facility is located.
Designing for Extreme Environments
Temperature extremes dictate your lubrication and component selection. In high-heat curing ovens reaching 400°F / 204°C, we specify high-temperature synthetic greases that won't carbonize and seize the chain. Conversely, cold storage environments at -20°F / -29°C require low-viscosity oils to prevent the drive unit from overworking. We often use specialized bearings with non-contact seals in washdown zones to keep water out while allowing for thermal expansion. In wet or dusty areas, we specify electric motors with an IP66 or higher rating to prevent ingress and internal electrical failure.
Global Procurement Strategies
Jealco International, Inc. provides a distinct advantage over factory-direct representatives by offering a consultative, multi-brand perspective. This independence allows us to bundle different components like chain, pulleys, and sprockets with other MRO items to reduce your total freight costs. Shipping 20ft / 6.1m track sections requires specialized crating and logistics planning to avoid damage during ocean transit. We manage the entire export documentation process to ensure your parts clear customs without unnecessary delays. If you're managing a facility outside North America and need a reliable partner to navigate these complexities, request a logistics consultation with our export team today.
Optimizing Your Facility with Jealco International, Inc.’s Independent Solutions
We have examined how vertical clearance, tension calculations, and track selection define the foundation of a high-performance material handling layout. These overhead conveyor system design considerations ensure that every component, from the gearmotor to the individual trolley, performs under the specific stresses of your 2026 production cycle. At Jealco International, Inc., we synthesize these technical requirements into a procurement strategy that prioritizes operational uptime. By coordinating with our engineering team, you ensure that your facility layout accounts for both immediate throughput and long-term scalability without being restricted by proprietary hardware.
We operate without the constraints of manufacturer-specific agreements, which allows us to source the highest quality components for your environment. Whether you require 50 lb / 22.7 kg carriers for light-duty transport or heavy-duty I-beam trolleys for industrial assembly, our focus remains on finding the metallurgy that suits your specific climate. Our independence protects your facility against the 1.6% price surcharges and supply chain bottlenecks often associated with brand-locked distributors. We act as your strategic partner, navigating the global market to provide solutions that factory-direct representatives simply cannot offer.
The Jealco International, Inc. Advantage: Independence and Expertise
Mid-market operations often lack the dedicated engineering resources of larger corporations, and we fill that gap by providing comprehensive technical support. Our expertise extends beyond overhead paths to integrated systems where your line might meet heavy-duty conveyor belting for final palletizing or warehouse sortation. By removing account minimums, we ensure that your maintenance and repair operations (MRO) remain fluid and cost-effective regardless of order size. We leverage our 75 years of export expertise to coordinate the delivery of critical components across six continents, ensuring your project meets its deadlines.
Next Steps with Jealco International, Inc.
We invite you to explore our online catalog to begin identifying the specific hardware and technical specifications for your next project. Our "education first" philosophy ensures you receive the data necessary to validate these overhead conveyor system design considerations before any capital is committed. We manage the complexities of international logistics and export documentation so your team can focus on production and labor optimization. Contact Jealco International, Inc. today for a consultative review of your material handling requirements and secure your facility's operational future.
Future-Proofing Your Facility Layout
We've detailed how reclaiming vertical space and mastering load calculations form the foundation of a high-efficiency operation. Selecting the correct track configuration, whether enclosed for cleanliness or open I-beam for heavy-duty 500 lb / 226.8 kg loads, ensures your system remains robust under pressure. These overhead conveyor system design considerations are essential for navigating the technical and logistical challenges of the modern industrial landscape. We focus on providing the technical data that allows you to make informed decisions for your specific environment.
Our role is to provide the brand-independent expertise and global logistics support needed to bypass supply chain constraints. With 75 years of export experience across six continents, we specialize in helping mid-market operations scale without the burden of account minimums or manufacturer-specific quotas. We offer the comprehensive technical support your team needs to move from initial concept to a fully operational system. We don't just sell components; we provide the strategic partnership required for long-term success.
Contact Jealco International for an independent consultation on your overhead conveyor design. We're ready to help you build a more efficient, scalable facility.
Frequently Asked Questions
How do I calculate the maximum weight capacity for an overhead conveyor system?
You calculate maximum weight capacity by combining the live load of the product with the dead load of the carrier and trolley hardware. For a standard 3 inch / 76.2 mm I-beam system, we typically rate individual trolleys at 200 lb / 90.7 kg. If your load exceeds this, we use load bars to distribute the weight across two or more trolleys. These overhead conveyor system design considerations prevent track deformation and ensure the structural integrity of your building supports.
What is the difference between power and free overhead conveyors?
Power overhead conveyors move at a constant speed with carriers permanently attached to the chain; conversely, "power and free" systems allow carriers to stop or switch tracks independently. In a power and free setup, the "power" chain runs in a separate track above the "free" trolley track. We recommend power and free for complex assembly lines where products must pause for robotic interaction or buffer storage without stopping the entire line.
Can overhead conveyors handle inclines and declines safely?
Overhead conveyors handle vertical curves safely when you incorporate anti-runback and anti-back-up safety dogs. These mechanical devices prevent the chain from sliding backward in the event of a drive failure. You must also account for increased chain pull. For example, a 30 degree incline adds significant tension compared to horizontal travel. We calculate these forces to ensure your drive motor and chain have the necessary safety factor for your specific elevation changes.
How often does an overhead conveyor chain require lubrication?
Most systems require lubrication every 100 to 250 operating hours depending on the temperature and humidity of your facility. High-heat ovens reaching 450°F / 232°C require more frequent applications of specialized synthetic oils that won't carbonize. In our experience, automated lubrication systems provide the most consistent results. We offer a variety of lubricants designed to protect your chain and trolleys from premature wear in harsh environments.
What are the most common causes of trolley failure in overhead systems?
The most common causes of trolley failure include chronic overloading, inadequate lubrication, and track misalignment. When a trolley carries more than its rated 150 lb / 68 kg capacity, the bearings experience excessive friction and heat. This leads to "flat-spotting" on the wheels, which causes jerky movement and eventual system jams. Regular inspection of track joints is essential to prevent trolleys from striking uneven surfaces and damaging the internal bearings.
Is it possible to integrate an overhead conveyor with a floor-based belt system?
You can integrate overhead systems with floor-based belt or roller conveyors through automated lift stations or "drop-down" sections. These interfaces allow a product to transition from a 36 inch / 91.4 cm high floor belt to an overhead trolley for painting or curing. We often design these transition points as part of a brand-independent material handling strategy. This ensures that different conveyor types work together seamlessly regardless of their original manufacturer.
What are the benefits of stainless steel track over carbon steel?
Stainless steel tracks provide superior corrosion resistance in washdown or caustic environments compared to carbon steel. While carbon steel is the standard for dry warehouses, it oxidizes quickly when exposed to moisture or chemicals. We recommend stainless steel for food processing or chemical facilities to maintain hygiene standards. Although the initial cost is higher, the long-term durability and reduced maintenance requirements make it a critical part of overhead conveyor system design considerations.
How does chain pitch affect the overall throughput of the system?
Chain pitch directly dictates the minimum spacing between your carriers and thus your maximum throughput. A smaller 6 inch / 152.4 mm pitch allows you to place more carriers on the line than a 12 inch / 304.8 mm pitch. If you need to move 1,200 units per hour at a specific speed, your pitch must allow for the required carrier density. We help you calculate the optimal pitch to meet your production targets without overstressing the drive unit.


