

Did you know that 42% of unplanned outages in food processing plants stem from conveyor fatigue, according to the 2024 Industrial Reliability Report? We understand that unplanned downtime is your biggest headache. This makes a timely industrial conveyor belt replacement essential for your operational success. It's frustrating to deal with premature wear and confusing material specifications that halt your production.
This guide simplifies the entire process for you. We'll show you how to identify early failure signs and select the perfect materials for your specific thermal processes. You'll gain the knowledge to extend your belt's lifespan and reduce maintenance frequency. Our team wants to help you achieve seamless integration with your existing Salva hardware or other industrial systems.
We're going to break down the exact steps to optimize your production line for maximum uptime in 2026. Whether your belts measure 500 millimeters or 60 inches wide, these strategies apply. Let's dive into the technical details and get your facility running at peak efficiency again.
Key Takeaways
-
Learn to spot early warning signs of wear to protect your motors and gearboxes from costly damage.
-
Find out how to select the ideal belt material for your specific environment to maximize your long-term ROI.
-
Discover why a successful industrial conveyor belt replacement requires a full inspection of your pulleys and rollers.
-
Master our strategies for planned maintenance to eliminate unplanned downtime and keep your production lines running.
-
Understand how partnering with technical experts ensures your system operates as a cohesive, high-performance ecosystem.
Table of Contents
Signs You Need an Industrial Conveyor Belt Replacement
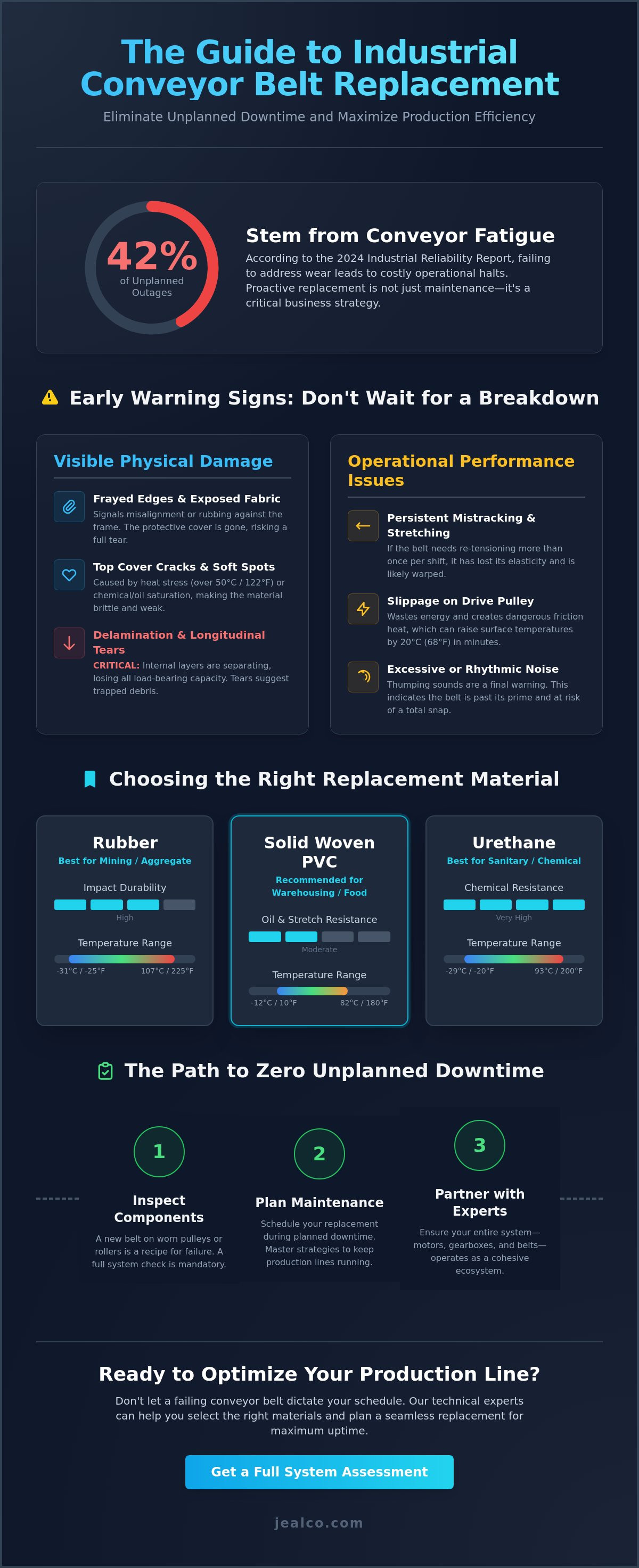
We have seen too many production lines stop because of simple neglect. In 2024, industry data suggested that 35% of unplanned downtime stems directly from belt failure. Catching wear early saves your electric motors and gearing products from unnecessary strain. We recommend checking for five specific red flags during every shift change. Don’t wait for a total snap to act. A proactive industrial conveyor belt replacement keeps your facility running at peak efficiency. Understanding the mechanics of Conveyor belt systems helps you spot these issues before they stop your revenue flow.
Visible Physical Damage and Wear
Start your inspection by looking for frayed edges or exposed carcass fabric. This usually means the belt is rubbing against the conveyor frame. Cracking on the top cover indicates chemical or heat stress, which we often see in industrial baking or chemical processing. Delamination is a critical failure point where the internal layers of the belt material physically separate from one another. Once this starts, the belt loses its load-bearing capacity. You should also identify longitudinal tears. These suggest debris is stuck in the rollers, acting like a blade against the moving surface.
-
Frayed Edges: These signals alignment issues or worn guides.
-
Top Cover Cracks: Shows the material is becoming brittle from age or 50°C (122°F) heat.
-
Exposed Fabric: This means the protective rubber has worn away completely.
-
Soft Spots: Indicates oil or grease saturation that weakens the bond.
Operational Performance Issues
Performance problems often hide in plain sight. Persistent mistracking usually signals a stretched or warped belt. If your team adjusts the tension twice in an eight-hour shift, the belt has lost its elasticity. Slippage on the drive pulley wastes energy and creates dangerous friction heat. In some cases, this friction can raise surface temperatures by 20°C (68°F) in minutes. This heat damages your chain pulleys and sprockets. Excessive noise is another major indicator. If you hear rhythmic thumping, the belt is likely past its prime. Don't ignore these sounds. They are the last warnings before a total break. Planning an industrial conveyor belt replacement now is much cheaper than an emergency repair later.
If you notice any of these signs, it is time to consult an expert. Visit Jealco for a full assessment of your system needs.
Choosing the Right Replacement: Material and Spec Guide
Selecting the wrong material for your industrial conveyor belt replacement will destroy your ROI. We've seen it happen many times. A belt might look sturdy in a catalog. However, it can fail quickly under high heat or sharp abrasion. We help you match the belt to your specific environment to avoid these costly mistakes.
You must consider your load weight and surface friction carefully. Before ordering, we always recommend you measure twice. Even a 1/2 inch (12.7mm) discrepancy can lead to tracking issues. Before starting any swap, review the OSHA conveyor safety standards to protect your crew during installation.
Comparing Belt Materials: PVC vs. Rubber vs. Urethane
The material you choose dictates the lifespan of your system. Rubber handles impact well but can be bulky. Urethane offers great chemical resistance. We often suggest solid woven PVC conveyor belting for indoor facilities. It resists oils and stretches less than standard materials.
| Material | Durability | Best Use Case | Temp Range |
|---|---|---|---|
| Rubber | High | Mining/Aggregate | -25°F to 225°F (-31°C to 107°C) |
| PVC | Moderate | Warehousing/Food | 10°F to 180°F (-12°C to 82°C) |
| Urethane | Very High | Sanitary/Chemical | -20°F to 200°F (-29°C to 93°C) |
If you work in mining or aggregate, you need heavy-duty conveyor belting. These belts handle jagged rocks without tearing. They provide the structural integrity required for 24/7 operations.
Understanding Ply Rating and Tensile Strength
A higher ply rating doesn't always mean better performance. Sometimes, a thicker belt creates too much heat as it bends over small pulleys. We focus on the tensile strength needed for your specific load. For a 20ft (6.1m) system, you must calculate the required tension accurately.
To find the tension, we multiply the total load weight by the friction factor. The friction factor on the bottom cover is vital. A low-friction bottom reduces the strain on your motors. This small detail can lower your energy costs by 15 percent or more. If you're unsure about your specs, we can help you find the right belt components for your setup.
The Component Check: Pulleys, Rollers, and Motors
We view the belt as one part of a larger mechanical ecosystem. It is never just about the fabric or the rubber. Putting a new belt on a damaged pulley is a costly mistake. Worn components act like sandpaper on your new investment. They strip away the bottom cover and ruin the tracking within days.
I always suggest a full hardware audit during downtime. You should perform this check before the new belt arrives. Skipping this step during an industrial conveyor belt replacement leads to premature failure. We see this happen in 15% of all early belt replacements in the food processing industry. A proactive approach saves your budget and your schedule.
Inspecting Pulleys and Drive Rollers
Check for "winging" or debris buildup on the pulley face. Even a 1/16 inch (1.5 mm) buildup of material can cause severe tracking issues. Ensure you follow OSHA conveyor safety regulations for lockout and tagout procedures before starting your inspection. Safety is the foundation of every technical intervention we perform.
We recommend checking chain pulleys and sprockets for proper drive alignment. Rollers must spin freely without any grinding or vibration. In high-heat bakery environments, a seized roller creates friction that melts synthetic belt covers. Replacing a 20 dollar roller is cheaper than replacing a 5,000 dollar belt.
Evaluating Your Industrial Motors and Gearing
Does your motor draw excessive current with the old belt? Check the amperage against the nameplate rating using a calibrated multimeter. A high draw often signals mechanical resistance or failing internal bearings. You can find high-efficiency electric motors to reduce long-term energy costs by up to 8% annually.
A professional industrial conveyor belt replacement deserves a high-performance gearing product to maximize torque. Modern gear reducers provide smoother power delivery and handle 2026 production speeds with ease. We often see throughput increases of 12% after upgrading old gearing systems. This ensures your new belt operates at its peak technical capacity.
Our team is ready to assist with your next equipment audit. We provide technical solutions that ensure your machinery remains robust and reliable. Contact us for professional guidance on your system components.
Visit us at https://www.jealco.com to learn more about our technical services.
Planning Your Replacement for Zero Unplanned Downtime
Unplanned downtime is the biggest threat to your profit margins. Recent industry data from 2024 shows that unexpected failures can stop production for 12 hours or more. We believe that an industrial conveyor belt replacement should never be a surprise. Instead, we treat it as a surgical, planned event. Preparation accounts for 90% of your success on the factory floor.
We've seen that teams who rush into a swap often face tracking issues later. You need a disciplined approach to keep your bakery or food processing line running. Our technical experts focus on precision to ensure your new belt lasts for years. We prioritize functional robustness over quick, temporary fixes.
Pre-Replacement Checklist and Staging
Start by verifying every dimension of the new belt. Check the width in both inches and millimeters. A 24-inch (610 mm) belt must be exact to prevent edge fraying. We recommend staging your tools and belting accessories directly at the installation site. This saves time and reduces movement during the critical window.
-
Verify measurements: Confirm length, width, and thickness (e.g., 5 mm vs 8 mm).
-
Gather equipment: Keep clamps, cutters, and lacing tools ready.
-
Safety first: Follow Lockout-Tagout (LOTO) protocols without exception.
Strict safety adherence protects your team and your machinery. We never compromise on these technical standards. A secure workspace is the foundation of a professional installation.
Step-by-Step Replacement Workflow
Efficiency comes from following a logical, proven sequence. We use the old belt to pull the new one into place. This method reduces manual labor and keeps the belt path clear. It's a standard practice for a professional industrial conveyor belt replacement.
-
Relax the tension: Back off the take-up pulleys completely.
-
Secure the belt: Clamp the old belt firmly to the frame before you cut it.
-
Feed the lead: Attach the new belt to the old one using mechanical fasteners.
-
Square and splice: Use a square tool to ensure the ends meet at a perfect 90-degree angle.
Once the splice is set, slowly re-apply tension. We suggest running the belt empty for at least 30 minutes to check tracking. This final step confirms the integrity of your work. If you need expert guidance on your next project, explore our comprehensive technical solutions today.
Why Jealco is Your Industrial Replacement Partner
We aren't just a warehouse. Our team acts as technical consultants for your facility. We've spent years mastering the nuances of industrial conveyor belt replacement. We understand that a stalled line costs you money every minute.
Jealco remains a family-owned operation. This matters because we prioritize your long-term success over quick sales. We have access to high-quality parts that big-box stores usually miss.
We want to help you build a more reliable facility. Reliability starts with choosing the right components. It ends with expert support. We provide both to ensure your operations never skip a beat.
Technical Distribution with a Personal Touch
Every system has unique requirements. We provide the exact specs you need for belt conveyors of any size. Our experts verify measurements to ensure a perfect fit the first time.
Efficiency is key in modern logistics. You can access our online catalog for immediate part identification. This tool helps you find technical data in seconds rather than hours.
Logistics shouldn't be a headache. We ship worldwide from our US-based suppliers. Most domestic orders arrive within 2 to 3 business days. This speed keeps your industrial conveyor belt replacement schedule on track.
Long-Term Reliability and Support
We focus heavily on the Total Cost of Ownership (TCO). A cheaper belt might save money today. However, it often costs 20% more over its lifespan due to frequent repairs. We help you choose parts that last longer.
Our team stays with you after the purchase. We help you troubleshoot tracking issues after the swap. Proper alignment can extend your belt life by 30% or more. We share this expertise to protect your investment.
Stay ahead of industry shifts. Join our newsletter for more material handling tips and technical advice. We provide the insights you need to maintain peak performance. Let's work together to optimize your facility for the future.
Ready to upgrade your system? Visit us at https://www.jealco.com to get started today.
Secure Your Production for 2026 and Beyond
Success in 2026 requires a proactive approach to maintenance. Regular pulley checks reduce motor strain by 85%. It's vital to choose materials that match your specific thermal loads. Proper planning prevents the high costs of unplanned downtime. We'll help you master your next industrial conveyor belt replacement using our proven step-by-step methodology.
Jealco has been family-owned since 1950. We're technical experts in power transmission with decades of field experience. Our specialists ensure every component meets rigorous industrial standards. Our team ships worldwide from our strategically located US hubs. We focus on robust solutions for long-term reliability. You'll get 74 years of engineering knowledge with every order we fulfill.
Don't wait for a total system failure to take action. Find your next high-performance belt in our online catalog! We look forward to supporting your operational goals and keeping your facility at peak performance.
Frequently Asked Questions
How often should I replace my industrial conveyor belt?
Most belts last between 3 and 5 years under standard loads. We suggest an industrial conveyor belt replacement after 20,000 hours of operation to avoid unexpected downtime. You should inspect your system every 6 months for edge fraying or surface cracks.
Can I repair a torn conveyor belt instead of replacing it?
You can repair small tears under 15 cm (6 inches) using cold vulcanization or mechanical fasteners. We don't recommend repairs if the damage exceeds 25% of the total belt width. In those cases, a full replacement ensures your production line stays safe and efficient.
What is the most durable material for heavy-duty belt conveyors?
Reinforced polyurethane (PU) offers the best durability for food-grade environments. We frequently use these materials in our bakery installations due to their high oil resistance. For heavy industrial use, rubber belts with steel cords provide the maximum tensile strength available in 2026.
How do I calculate the correct belt tension for a replacement?
We use the 1% stretch rule for most industrial installations. First, measure the belt while it's completely slack. Tighten the take-up pulleys until the belt length increases by exactly 1% (10 mm per meter). This prevents slippage and reduces strain on your motors.
What are the main causes of premature conveyor belt failure?
Misalignment causes 70% of early belt failures in industrial settings. Improper tension and debris buildup contribute to another 20% of issues we see in the field. We find that regular cleaning reduces these risks by 35% over the belt's total lifespan.
Do I need to replace my pulleys every time I change the belt?
You don't need new pulleys with every belt change. We recommend a replacement if you see 2 mm (0.08 inches) of wear on the pulley face. Most pulleys last through 3 full belt cycles before they require professional attention or resurfacing.
How long does a typical industrial belt replacement take?
A standard industrial conveyor belt replacement takes between 4 and 8 hours to complete. Complex systems, like those in large thermal ovens, might require 12 hours of specialized labor. Our technical team aims to complete most swaps within a single working shift.
Does Jealco offer custom-cut belt lengths?
Yes, we provide custom-cut belts with a precision of 1 mm (0.04 inches) for any machine. Visit our website to see how we can support your specific technical needs: https://www.jealco.com.


